
Allgemeiner Montageprozess und Anforderungen
一 、 Vorbereitung vor dem Zusammenbau
Arbeitsdaten: einschließlich allgemeiner Montagezeichnungen, Komponentenmontagezeichnungen, Teilzeichnungen, Materialstücklisten usw. müssen bis zum Ende des Projekts die Integrität der Zeichnungen, die Sauberkeit und die Integrität der Prozessinformationsaufzeichnungen gewährleistet sein.
2. Baustelle: Die Platzierung der Teile und die Montage der Komponenten müssen innerhalb der angegebenen Baustelle erfolgen. Der Standort für die Platzierung und Montage der gesamten Maschine muss bis zum Ende des gesamten Projekts klar geplant sein. Alle Arbeitsstätten müssen ordentlich, standardisiert und ordentlich sein.
3. Montagematerialien: Vor dem Betrieb müssen die Montagematerialien gemäß dem Montageprozess rechtzeitig vorhanden sein. Wenn einige der nicht deterministischen Materialien nicht vorhanden sind, können Sie die Reihenfolge der Vorgänge ändern und dann das Materialerinnerungsformular an die Einkaufsabteilung ausfüllen.
4. Vor dem Zusammenbau sollten Sie die Struktur, die Montagetechnologie und die Prozessanforderungen der Geräte verstehen.
二 、 Grundlegende Spezifikationen
Die mechanische Montage sollte in strikter Übereinstimmung mit den von der Konstruktionsabteilung bereitgestellten Montagezeichnungen und Prozessanforderungen durchgeführt werden. Es ist strengstens untersagt, den Inhalt des Vorgangs oder die Teile auf abnormale Weise zu ändern.
2. Die zusammengebauten Teile müssen qualifizierte Teile sein, die von der Qualitätsprüfungsabteilung akzeptiert werden. Wenn während des Montageprozesses nicht qualifizierte Teile fehlen, sollten diese rechtzeitig gemeldet werden.
3. Die Montageumgebung erfordert saubere, keine Staub- oder andere Verschmutzungen. Teile sollten an einem trockenen, staubfreien Ort mit Schutzkissen gelagert werden.
4. Während des Montageprozesses dürfen die Teile die Oberfläche der Teile nicht stoßen, schneiden oder beschädigen oder die Teile offensichtlich verbiegen, verdrehen oder verformen, und die Passflächen der Teile dürfen nicht beschädigt werden.
5. Bei Teilen mit Relativbewegung sollte während der Montage Schmieröl (Fett) zwischen die Kontaktflächen gegeben werden.
6. Die übereinstimmenden Abmessungen der übereinstimmenden Teile müssen genau sein
7. Bei der Montage sollten Teile und Werkzeuge über spezielle Platzierungsmöglichkeiten verfügen. Teile und Werkzeuge dürfen grundsätzlich nicht auf der Maschine oder direkt auf dem Boden platziert werden. Falls erforderlich, sollten Schutzpolster oder Teppiche auf den Platz gelegt werden.
8. Grundsätzlich darf während der Montage nicht auf die Maschine getreten werden. Wenn Sie auf die Maschine treten müssen, müssen Sie Schutzpolster oder Teppiche auf die Maschine legen. Es ist strengstens verboten, auf wichtige Teile und nichtmetallische Teile mit geringer Festigkeit zu treten.
Drei, Verbindungsmethode
1.Schraubenverbindung
(1) Beim Anziehen der Schrauben ist kein verstellbarer Schraubenschlüssel zulässig, und unter jeder Mutter darf nicht mehr als eine Unterlegscheibe verwendet werden. Nach dem Anziehen der Senkkopfschrauben sollten die Nagelköpfe in die Maschinenteile eingegraben und nicht freigelegt werden.
(2) Unter normalen Umständen sollte die Gewindeverbindung mit Antiblockier-Unterlegscheiben versehen sein, die Methode zum Festziehen symmetrischer Mehrfachschrauben sollte schrittweise in symmetrischer Reihenfolge angezogen werden und die stabförmigen Verbinder sollten schrittweise symmetrisch in beide Richtungen von der Seite angezogen werden Mitte.
(3) Nach dem Festziehen der Schraube und der Mutter sollte die Schraube 1 bis 2 Teilungen der Mutter freilegen. Wenn die Schraube beim Befestigen des Bewegungsgeräts oder bei der Wartung nicht zerlegt werden muss, sollte die Schraube vor dem Zusammenbau mit Gewindekleber beschichtet werden.
(4) Befestigungselemente mit den angegebenen Anforderungen an das Anzugsmoment sollten mit Drehmomentschlüsseln gemäß den angegebenen Anzugsmomenten angezogen werden.
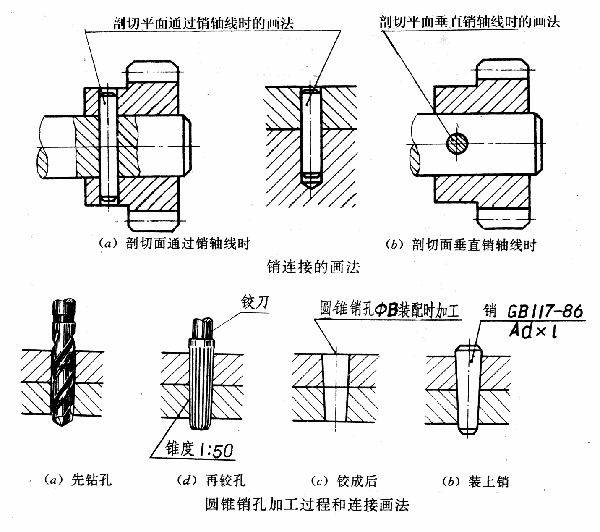
2. Pin-Verbindung
(1) Die Endfläche des Positionierungsstifts sollte etwas höher als die Oberfläche des Teils sein. Nachdem der Kegelstift mit dem Schraubenende in das entsprechende Teil eingebaut wurde, sollte das große Ende in das Loch versenkt werden.
(2) Nachdem der Splint in die entsprechenden Teile eingearbeitet wurde, sollte sein Schwanz um 60 ° ~ 90 ° voneinander getrennt sein
3. Verklebung
(1) Die beiden Seiten der Keilnut des Flachschlüssels und des festen Schlüssels sollten gleichmäßig berührt werden und es darf kein Spalt zwischen ihren Passflächen bestehen.
(2) Nach dem Zusammenbau des Spielschlüssels (oder der Keilverzahnung) sollte keine ungleichmäßige Spannung auftreten, wenn sich die relativ beweglichen Teile in axialer Richtung bewegen.
(3) Nach dem Zusammenbau des Hakenschlüssels und des Keilschlüssels sollte die Kontaktfläche nicht weniger als 70% der Arbeitsfläche betragen, und der berührungslose Teil sollte nicht an einer Stelle konzentriert sein. Die Länge des freiliegenden Teils sollte 10% bis 15% der Länge der Neigung betragen.
4. Nieten
(1) Die Materialien und Spezifikationen des Niets müssen den Konstruktionsanforderungen entsprechen, und die Bearbeitung der Nietlöcher sollte den einschlägigen Normen entsprechen.
(2) Während des Nietens darf die Oberfläche der genieteten Teile nicht beschädigt oder verformt werden.
(3) Sofern keine besonderen Anforderungen bestehen, darf nach dem Nieten keine Lockerheit auftreten. Der Kopf des Niets muss in engem Kontakt mit dem zu nietenden Teil stehen und sollte glatt und rund sein.
5. Anschluss der Erweiterungshülse
Anpassung der Expansionshülse: Tragen Sie Fett auf die Expansionshülse auf, setzen Sie die Expansionshülse in das Nabenloch der Baugruppe ein, stellen Sie die Montageposition nach dem Einbau der Installationswelle ein und ziehen Sie die Schrauben fest. Die Anzugsreihenfolge wird durch den Schlitz begrenzt, und die linke und rechte Quersymmetrie wird festgezogen, um sicherzustellen, dass der Nenndrehmomentwert erreicht wird.
6. Ziehen Sie die Verbindung fest
Das konische Ende der Stellschraube und des Lochs sollte 90 ° betragen, und die Stellschraube sollte am Loch festgezogen sein.
四 、 Montage der Wälzlager
1. Vor dem Zusammenbau des Lagers darf sich kein Schmutz auf dem Lager befinden.
2. Tragen Sie beim Zusammenbau des Lagers eine Schicht Schmieröl auf die Oberfläche der Gegenstücke auf. Das nicht modellierte Ende des Lagers sollte nach innen zeigen, dh in Richtung der Wellenschulter.
3. Verwenden Sie beim Zusammenbau der Lager spezielle Presswerkzeuge. Es ist strengstens verboten, sich durch direktes Schlagen zu versammeln. Die Größe, Richtung und Position der Antriebskraft beim Einstellen der Lager sollte angemessen sein. Der Schutzrahmen oder die Wälzkörper sollten nicht belastet und gleichmäßig und symmetrisch sein. Um sicherzustellen, dass die Endfläche senkrecht zur Achse steht.
4. Die Endfläche des Innenrings des Lagers sollte im Allgemeinen nahe an der Wellenschulter (Wellenklemme) liegen. Nach dem Zusammenbau des Außenrings des Lagers sollte der Kontakt zwischen dem Lagerdeckel am Positionierungsende und der Unterlegscheibe oder dem Außenring gleichmäßig sein.
5. Nach dem Einbau des Wälzlagers sollte die Drehung der relativ beweglichen Teile flexibel und leicht sein. Wenn ein feststeckendes Phänomen vorliegt, sollte die Ursache des Problems überprüft und analysiert und entsprechend behandelt werden.
6. Wenn sich bei der Montage des Lagers herausstellt, dass das Loch oder die Welle zu locker sitzt, sollte die Toleranz überprüft werden. Wenn es zu eng ist, sollte keine brutale Versammlung erzwungen werden, und die Ursache des Problems sollte analysiert und entsprechend behandelt werden.
7. Das Axialspiel von einreihigen Kegelrollenlagern, Axialwinkellagern und bidirektionalen Axialkugellagern entspricht den Zeichnungen und Prozessanforderungen bei der Montage
8. Bei Lagern und Oberflächen, die mit Fett abgestimmt sind, sollte nach dem Zusammenbau geeignetes Fett eingespritzt werden. Für Lager mit einer Betriebstemperatur von nicht mehr als 65 ° C kann ZG-5-Fett gemäß GB491-65 "Fett auf Kalziumbasis" verwendet werden. Für Lager mit einer Betriebstemperatur von mehr als 65 ° C kann es gemäß GB492-77 "Fett auf Kalziumbasis" ZN-2ZN-3 verwendet werden.
9. Der Temperaturanstieg gewöhnlicher Lager sollte während des normalen Betriebs 35 ° C nicht überschreiten, und die maximale Temperatur während des Betriebs sollte 70 ° C nicht überschreiten.
五 、 Montage der Linearlager
1. Vor dem Zusammenbau sollte Fett auf die Innenseite des Lagers aufgetragen werden.
2. Wenn das Lager in die Stützbasis gedrückt wird, sollte ein spezielles Montagewerkzeug verwendet werden, um gegen die Endfläche des Außenrings zu drücken, und es ist nicht gestattet, das Lager direkt zu schlagen, um eine Verformung zu vermeiden.
3. Die Zusammenarbeit zwischen Lager und Träger muss den Toleranzanforderungen entsprechen. Wenn die Führungswelle zu fest sitzt und die Lagerinterferenz passt, wird das Lager beschädigt. Zu locker verhindert, dass das Lager im Träger fixiert wird.
4. Wenn Sie die Führungswelle in das Lager einsetzen, schieben Sie sie vorsichtig in die Mitte. Wenn es in einem Winkel gedreht wird, fallen die Kugeln ab und der Käfig verformt sich.
5. Wenn das Lager in der Stützbasis installiert ist, darf es sich nicht drehen. Durch Erzwingen der Drehung wird das Lager beschädigt.
6. Die Stellschraube am Außenring des Lagers darf nicht direkt angezogen werden, da sie sich sonst verformt.
六 、 Montage der Linearführungen
Der Montageteil der Führungsschiene darf nicht verschmutzt sein und die Ebenheit der Montagefläche muss den Anforderungen entsprechen.
2. Wenn sich an der Seite der Führungsschiene eine Referenzkante befindet, sollte diese nahe der Referenzkante installiert werden. Wenn keine Referenzkante vorhanden ist, sollte die Gleitrichtung der Führungsschiene den Konstruktionsanforderungen entsprechen. Nach dem Anziehen der Befestigungsschrauben der Führungsschiene sollte die Gleitrichtung des Schiebers auf Abweichungen überprüft werden, andernfalls muss die Einstellung angepasst werden.
3. Wenn der Schieber von einem Übertragungsriemen angetrieben wird, darf der Übertragungsriemen nach dem Fixieren und Spannen des Übertragungsriemens und des Schiebers nicht geneigt werden, da sonst die Riemenscheibe so eingestellt werden muss, dass die Antriebsrichtung des Übertragungsriemens parallel zu verläuft die Führungsschiene.



